歡迎進(jìn)入成都鑫騰達(dá)金屬制品有限公司企業(yè)網(wǎng)站!
 在線留言
在線留言 您暫無未讀詢盤信息!
您暫無未讀詢盤信息!
您暫無未讀詢盤信息!
您暫無未讀詢盤信息!

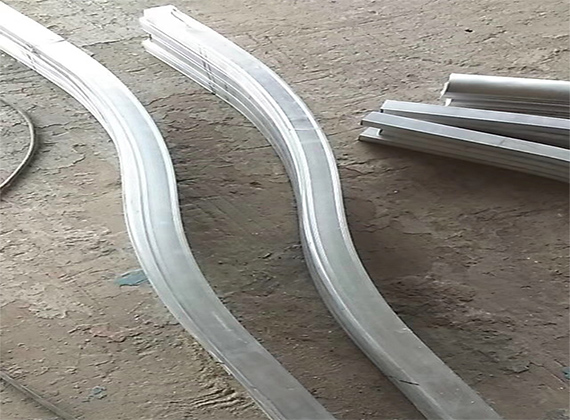
成都型材拉彎是能成形屈強(qiáng)比大的型材彎曲零件.下面就由小編給大家介紹一下成都型材拉彎工藝特點(diǎn)及要求:
1、 所謂拉彎即是在給于型材預(yù)制拉力(在屈服極限范圍內(nèi))的前提下,利用旋轉(zhuǎn)和靠模改變型材斷面變形中介面(內(nèi)移)使其塑性變形的過程。
2、 關(guān)于備料長度:一般情況下備料應(yīng)是所需彎曲材料的弧長加上工藝段之和,工藝段等于2.1倍的變形寬度(t),變形寬度(t)等于外半徑(R外)減內(nèi)半徑(R內(nèi))。 備料長度=弧長+2.1 t 當(dāng)然具體備料長度可以根據(jù)實(shí)際情況考慮套裁,以便節(jié)省工藝段。

3、 關(guān)于備料數(shù)量:一般情況下應(yīng)根據(jù)不同斷面、不同半徑、不同弧長在實(shí)際需要數(shù)量基礎(chǔ)上增加1~2支備份,以便做為調(diào)試模具用。該備份未考慮材料彎曲后的運(yùn)輸、加工、安裝等環(huán)節(jié)可能出現(xiàn)的損失數(shù)量。
4、 關(guān)于材料每支彎曲弧長的要求:通常情況下不應(yīng)超過弧度角180度。
5、 關(guān)于材料硬度狀態(tài)的要求:當(dāng)型材彎曲的伸長率滿足變形量要求時應(yīng)選擇T5狀態(tài)(e≤10%),鋁型材的國家標(biāo)準(zhǔn)為e≥ 8 %;e = t / R內(nèi)×百分百 = (R外-R內(nèi)) ÷R內(nèi)×百分百 否則應(yīng)選擇To~T4狀態(tài)。當(dāng)然型材生產(chǎn)廠一般不愿意給客戶生產(chǎn)T1~T4狀態(tài)型材。

6、 關(guān)于型材表面處理要求:通常情況下可以選擇陽極氧化或涂裝后彎曲加工(涂層的伸長率遠(yuǎn)大于型材的伸長率);因?yàn)樾筒睦瓘潟r型材與模具之間沒有相對位移,故不會損傷型材。如型材彎曲過程中涂層脫落則是涂層的附著力不足原因造成的,產(chǎn)生附著力不足的原因主要有噴涂前處理不好或加溫不足及加溫時間不足造成。當(dāng)然為方便運(yùn)輸和安裝應(yīng)適當(dāng)做表面保護(hù)。
上述內(nèi)容就是本次小編給大家?guī)У降?strong>成都型材拉彎工藝特點(diǎn)及要求 希望可以給大家?guī)У揭恍椭?
Copyright ? 成都鑫騰達(dá)金屬制品有限公司 版權(quán)所有 備案號:蜀ICP備19019959號-1 網(wǎng)站地圖RSS XML





 當(dāng)前位置:
當(dāng)前位置:

 熱門推薦
熱門推薦