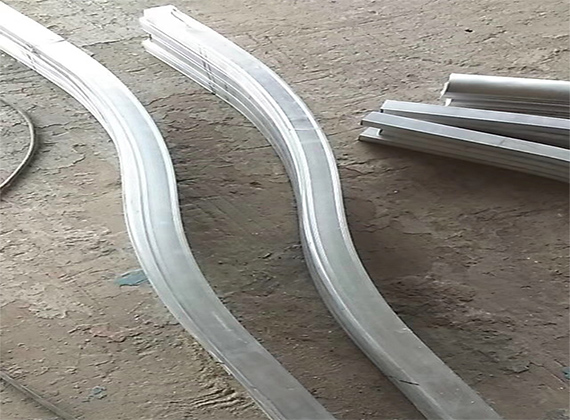
成都型材拉彎是能成形屈強比大的型材彎曲零件,那下面就由小編給大家簡單介紹一下型材拉彎的相關小知識
生產(chǎn)過程的控制
混料是型材生產(chǎn)的工序,混出物料性能的好壞,對后續(xù)加工及產(chǎn)品質(zhì)量起著至關重要的作用,理應把它作為關鍵過程加以控制,而擠出過程決定著型材的各項性能能否達到,需進行全程控制。
混料是將各種原料按配比準確地計量后,再按先后順序加入熱混料機中進行混合。待達到規(guī)定的溫度和時間后,轉入冷混機冷卻混合,到出料溫度時排料。目的是制備松散、均勻的干混料,使各種助劑均勻分散,部分物料凝膠化(即預塑化)。此過程中,一方面要對混配料所用的計量器具(如計量稱、測溫儀表、熱電耦等)進行周期性鑒定計量,以保證原料助劑準確按既定配比混合:另一方面要對混料的溫度、混合時間做好記錄監(jiān)控,隨時觀察、留意混料溫度與混合時間的波動。經(jīng)常檢查測溫熱電耦、溫控儀表是否到位、失靈,以防混合溫度失控。曾出現(xiàn)過這種情況:由于混料機的測溫熱電耦受長期震動發(fā)生脫落,造成混料的實際溫度過高,使混出的物料發(fā)生色變。若能認真執(zhí)行質(zhì)量管理體系,這類問題就很容易避免。之后,混好的干物料須在室溫下保存8~12小時進行熟化,消除靜電,提高干混料的流動性,提高擠出制品的光潔度,使型材質(zhì)量更穩(wěn)定。此外,混出的干物料還應進行性能的檢驗,如熱穩(wěn)定性試驗、揮發(fā)份含量檢測等。以發(fā)現(xiàn)隱藏的問題,保證型材產(chǎn)品質(zhì)量。
在擠出生產(chǎn)過程中,型材質(zhì)量主要取決于物料的塑化度。物料的塑化能量仰賴于外部的加熱和螺桿的剪切作用。如擠出溫度(特別是加料段和塑化區(qū))過高,或螺桿轉速太快,物料易產(chǎn)生過塑化而造成局部分解和熔體破裂,過多的氣體因不能及時排出,在型材內(nèi)部積存,造成型材內(nèi)出現(xiàn)氣泡。同樣,牽引速度與螺桿轉速配比不當,冷卻水控制不當,擠出機本身性能等因素也都會影響物料的塑化質(zhì)量。這里,著重強調(diào)擠出機方面的影響,一些企業(yè)設備運行了七、八年,螺桿已嚴重磨損,卻從未對螺桿之間、螺桿與機筒之間的裝配精度進行過調(diào)節(jié),仍沿用原配方進行生產(chǎn),這無疑會對物料的塑化效果產(chǎn)生影響,型材質(zhì)量逐年下降。因此說,在設備管理方面,應對關鍵部位定期進行維護,對螺桿之間以及螺桿與機筒之間的間隙,要根據(jù)螺桿磨損情況及時予以調(diào)整,以保證螺桿足夠的剪切力,保證摩擦生熱,保證物料的塑化效果。
上述內(nèi)容就是本次小編給大家?guī)У降?strong>
成都型材拉彎的相關小知識 想要了解更多資訊 歡迎隨時致電成都鑫騰達金屬制品有限公司!
 在線留言
在線留言 您暫無未讀詢盤信息!
您暫無未讀詢盤信息!








 當前位置:
當前位置:

 熱門推薦
熱門推薦