 在線留言
在線留言 您暫無未讀詢盤信息!
您暫無未讀詢盤信息!






 當前位置:
當前位置:

 熱彎加工
熱彎加工 推薦產品
推薦產品




 推薦新聞
推薦新聞

 在線留言
在線留言 詳情內容
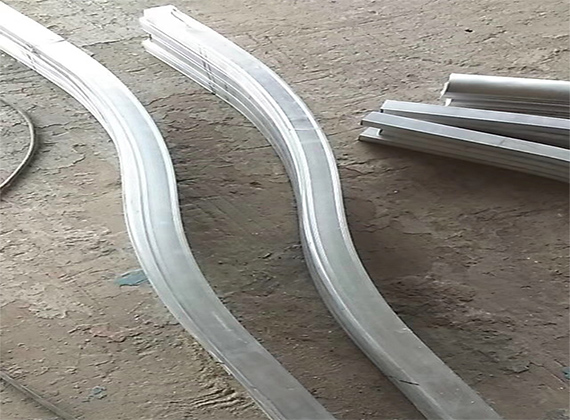
詳情內容 鋁型材彎弧加工不規則彎曲是一種特殊形狀的彎頭加工產品。由于形狀不規則,加工更麻煩,特別是加工精度的控制更加困難。不規則彎曲過程可分為多種類型,主要包括彎曲,彎曲和彎曲。這些方法可分為冷彎和熱彎。應用于不同彎曲的加工技術是不同的,不同彎曲的特征也不同。
1.鋁型材彎弧加工前面有兩個土質平臺(軟物),可以在鋁型材彎弧加工進入設備之前調整直縫焊縫的位置(參見西方冷彎管彎曲的技術標準)。東部天然氣管道項目,見下文)稱為標準)。
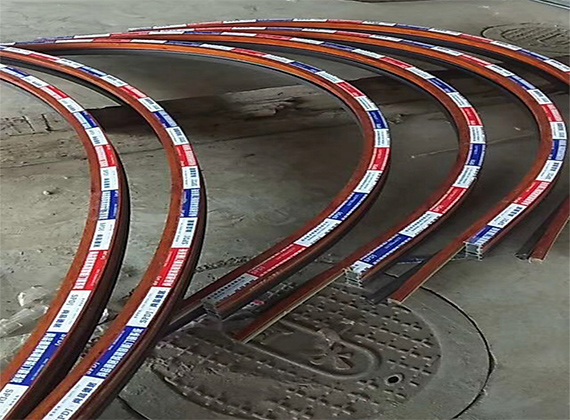
2.使用長度超過7-8米的鋼卷尺畫出鋁型材彎弧加工的中心線,使吊索(寬600毫米,載重32噸)能夠平衡地吊起,并且能夠水平進入彎管機。彎曲管道時,普通彎管機會變形。無論是冷彎還是熱彎,都會有變形顯示。變形的大小取決于曲率。如果曲率(R)小,則變形量將變大,否則變形量相反。壓力管具有通用的彎曲裝置,即使變形量小,鋁型材彎弧加工外管壁的厚度也不會增加,但通常制造壓力容器。它用于管道,很少在普通的地方使用。 也許使用彎管機并填充管道外部,您可以將其彎曲90度。 以下是解決肘部問題的一些常用方法
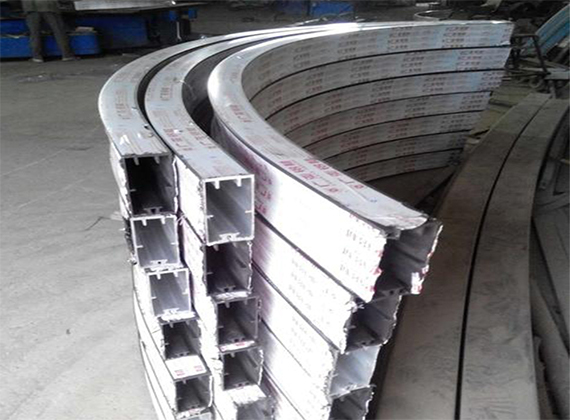
通過鋁型材彎弧加工的增壓,彎曲過程中的局部阻力得到抵消,管道的應力分布狀態得到改善。 對于要分開的管的弧的外側,首先需要對管進行熱處理。 接下來,檢查壓模的壓力是否太大。 后,必須確保芯棒和管壁之間的非常好的潤滑。
對于管道的大圓度變形,應選擇合適的心軸并正確安裝。
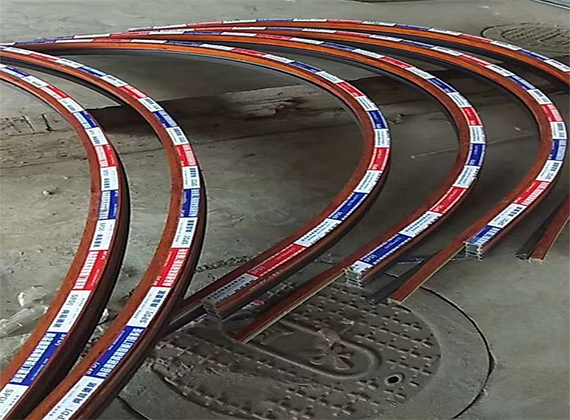
鋁型材彎弧加工彎頭的彎曲角度是反彈的,主要由補償方法和校正方法控制。



