 在線留言
在線留言 您暫無(wú)未讀詢(xún)盤(pán)信息!
您暫無(wú)未讀詢(xún)盤(pán)信息!






 當(dāng)前位置:
當(dāng)前位置:

 熱彎加工
熱彎加工 推薦產(chǎn)品
推薦產(chǎn)品



 推薦新聞
推薦新聞


 在線留言
在線留言 詳情內(nèi)容
詳情內(nèi)容
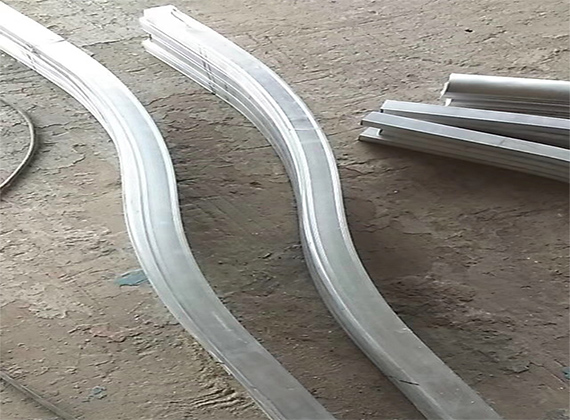
今天成都型材拉彎廠家為大家介紹拉彎加工時(shí)出現(xiàn)缺陷如何做。
一、當(dāng)出現(xiàn)塌肩現(xiàn)象
1)生產(chǎn)時(shí)若發(fā)現(xiàn)拉彎模模槽過(guò)深,可在該處模槽底部墊適當(dāng)厚度的墊片或返修模具。但模槽過(guò)淺,零件在該處根部會(huì)產(chǎn)生凸出。
2)適當(dāng)控制拉伸量。
3)鋁模在曲率半徑突變處易產(chǎn)生磨損,可在該位置局部鑲鋼塊,模槽應(yīng)比零件腹板高縮小0.5~1mm。

二、當(dāng)剖面收縮
拉彎零件拉伸量較大時(shí),會(huì)產(chǎn)生剖面收縮,這會(huì)影響結(jié)構(gòu)設(shè)計(jì)的配合、邊距及強(qiáng)度。用帶側(cè)壓的轉(zhuǎn)臺(tái)拉彎?rùn)C(jī)成形時(shí),通過(guò)側(cè)壓滾輪(或側(cè)壓塊)的碾壓作用,所見(jiàn)率會(huì)適當(dāng)減小。而在張臂式拉彎?rùn)C(jī)上拉彎時(shí),調(diào)整毛料的剖面尺寸加以克服。
三、當(dāng)剖面撓曲及畸變
展邊型材、橫向彎曲的槽形型材、Ⅰ形型材、中空異形型材及其他復(fù)雜剖面型材,在拉彎過(guò)程中會(huì)產(chǎn)生撓曲及剖面畸變。這種現(xiàn)象需用加蛇形墊塊或充填低熔點(diǎn)合金,硫代硫酸鈉等填充材料來(lái)克服。
蛇形塊用鋅合金、鋁、聚氯乙烯塑料、硬木等制造,用鉸鏈、細(xì)鋼絲繩或橡皮繩串接,拉彎時(shí)墊在型材剖面內(nèi)。
使用低熔點(diǎn)合金或硫代硫酸鈉做填充材料時(shí),先將填充材料熔化,再澆灌到需成形的毛料內(nèi),冷卻后拉彎成形。填料可以加溫熔化后回收。
成都型材拉彎廠家介紹采用帶側(cè)壓的轉(zhuǎn)臺(tái)拉彎?rùn)C(jī)時(shí),可用側(cè)壓滾輪校型,除某些零件外,一般可不使用蛇形塊。


家燈火")
