歡迎進入成都鑫騰達金屬制品有限公司企業網站!
 在線留言
在線留言 您暫無未讀詢盤信息!
您暫無未讀詢盤信息!
您暫無未讀詢盤信息!
您暫無未讀詢盤信息!

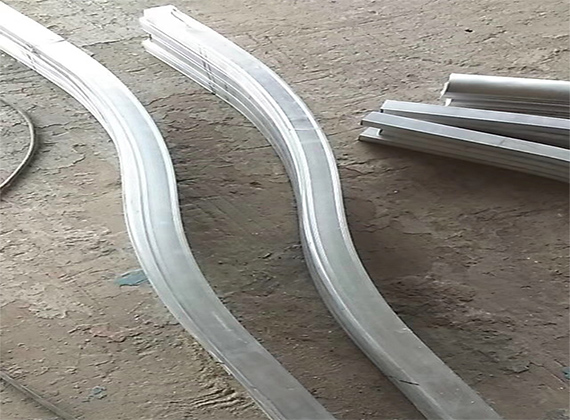
彎管在進行制作的過程中主要是采用液壓驅動,在一定程度上強勁有力,其轉角以及送料為伺服電機驅動,迅速,準確,同時儲存多組加工程序,并可靈活切換,方便了品種繁多的產品加工,大提高了生產效率。現在便由成都冷彎加工廠家為你帶來彎管冷彎方法及質量要求,希望對你有所幫助。
彎管的彎曲一般情況下會采用冷彎的方法,在工廠缺少冷彎設備的情況下,是允許采用熱彎,但水煤氣管不六采用熱彎,20號鋼管不宜采用中頻彎曲。不銹鋼管及合金鋼管宜冷彎,如必須熱彎時,不銹鋼管加熱應避免滲碳,而對淬硬傾向較大的合金鋼管則不得澆水冷卻。紫銅管冷彎前應采取局部退火處理。

彎管的彎曲半徑,在進行使用時一般不會小于3倍彎管通徑,在管路布置比較緊湊的地方,在保證彎管質量的前提下,允許小于3倍彎管外徑,較小彎曲半徑的彎管,應采用定型彎頭。彎管操作者,應熟悉彎管設各的結構、性能及其操作程序和規則。
彎管的內徑與塞芯工作部分,應涂適量的潤滑油。對有芯彎管機,彎管時芯棒的端頭圓柱截而位置應超過與其垂直的模具中心線,其超前值一般根據試驗來決定,新安裝和調試的彎管機可參照選取。
彎管在進行生產的過程中其質量的要求,但是一般情況下油基彎管的潤滑產品是不易清洗以及對環境污染就會非常突出的表現出現,這樣企業就會必須采用其更多的手段去進行消除,因為采用油基彎管潤滑產品對.終產品的質量是由影響的。

一般情況下,其傳統的油基潤滑產品在應用的過程中,企業的生產效率會被極大的制約了,主要是因為油基潤滑產品的流動性以及極難清洗性,這樣就會更加造成了對生產環境以及工人工作條件的污染。
以上內容便是成都冷彎加工廠家為你帶來今天的講解啦,如有疑問歡迎來電咨詢。感謝你的閱讀。





 當前位置:
當前位置:

 熱門推薦
熱門推薦