歡迎進入成都鑫騰達金屬制品有限公司企業網站!
 在線留言
在線留言 您暫無未讀詢盤信息!
您暫無未讀詢盤信息!
您暫無未讀詢盤信息!
您暫無未讀詢盤信息!

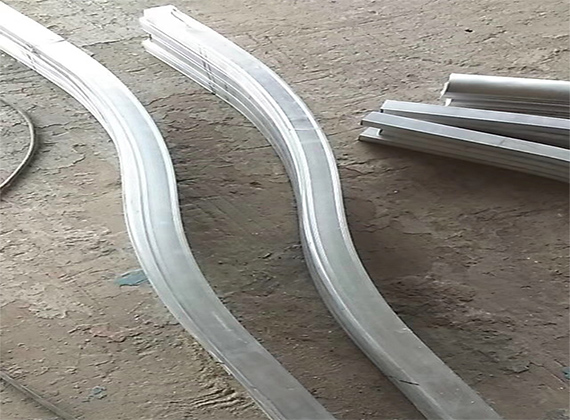
成都型材拉彎加工是指在型材預拉伸至材料屈服到頂時,加載彎曲并同時保持一定的軸向拉力,使之進入模具型槽內而成形的彎曲過程。但是在拉彎工藝中,對其影響比較大的因素的就是回彈,那么如何減少型材拉彎加工中回彈現象呢?

1、在彎曲的同時施加軸向拉力以克服內側的起皺及截面內的應力分布,減少回彈,進步其形狀精度。
2、型材拉彎回彈量的控制是型材拉彎要解決的關鍵之一。在拉彎零件出產過程中,拉彎模形狀是依據拉彎零件的外形設計得到的。即使在技術規范所答應的殘余應變劃定下盡量拉大軸向力,但因為型材零件的相對彎曲半徑較大,仍存在一定的回彈量。拉彎成形后的曲率仍偏小,因而拉彎后仍需要進行校形。
型材表面損傷主要原因
1、鑄錠表面附著有雜物或鑄錠成分偏析。鑄錠表面存在大量偏析浮出物而鑄錠又未進行均勻化處理或均勻化處理效果不好時,鑄錠內存在一定數量的堅硬的金屬顆粒,在擠壓過程中金屬流經工作帶時,這些偏析浮出物或堅硬的金屬顆粒附著在工作帶表面或對工作帶造成損傷,對型材表面造成劃傷。
想要了解更多關于成都型材拉彎的相關知識,盡在成都鑫騰達金屬制品有限公司,我們是專業的拉彎加工廠家。






 當前位置:
當前位置:

 熱門推薦
熱門推薦